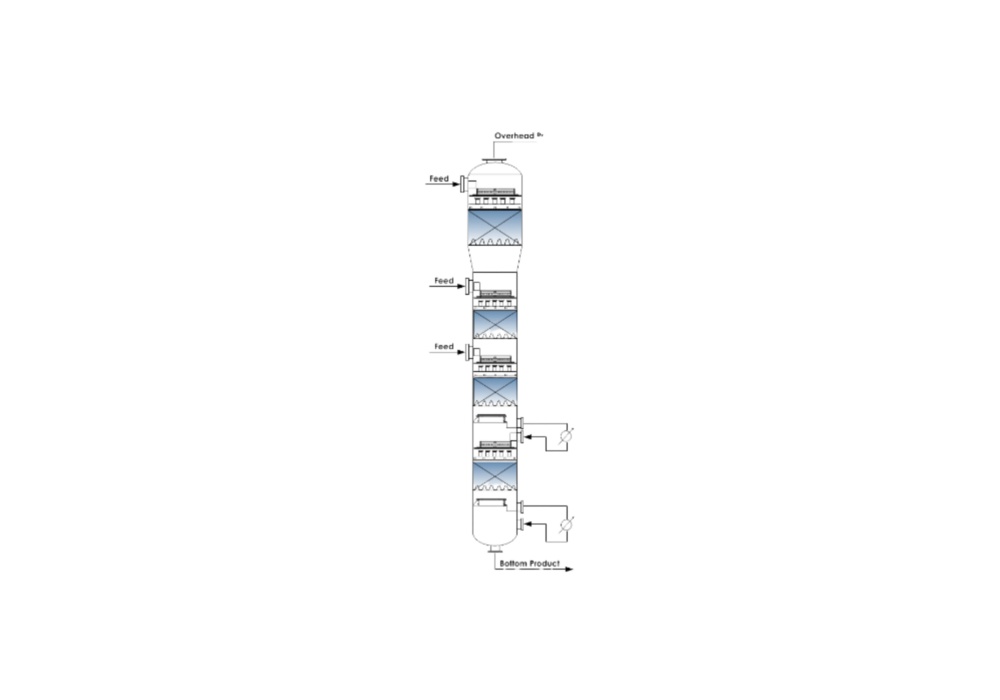
For high-performance packed towers, INTALOX® Packed Tower Systems technology treats the packing and associated packed tower internals as a system that works together to provide optimal overall performance. A suitable high-performance packing is paired with highly engineered liquid and vapor distribution devices to create predictable and reliable column performance. Any devices such as packing supports, hold-downs, liquid collectors, and other internals are designed to ensure they do not limit the capacity or efficiency of the paired high-performance packing. This creates a full column solution that provides the highest overall separation performance.
System features include:
- High-quality liquid distribution using INTALOX® High-Performance Distributors designed to minimize flow variation to the packed bed.
- Liquid distribution quality rating system that quantifies the uniformity of the drip point pattern throughout the column cross-sectional area.
- Feed devices are engineered for single- or mixed-phase flows to handle the energy of the feed, disengage the vapor from the liquid, and transfer to the liquid distributor at minimal liquid velocities to reduce the liquid gradients on the distributor.
- Packing supports, hold-downs, liquid collectors, and other internals designed to minimize restrictions off low or negative impacts on packing efficiency.
- Designs to handle special process considerations such as foaming or fouling.